UG数控编程培训4500
CNC加工中心编程培训4500
CNC四五轴编程培训4500
UG模具编程培训4500
UG电脑锣编程培训4000
那些人适合学习数控模具?
中考、*落榜学生想学门手艺立足社会,*低想学门手艺拿,现在的工作没有发展前景、薪资平平、想学门技术
工作换了好几次,但薪资一直没有突破过5000元,年龄越来越大,但工作一直不稳定,已入数控模具行业但技术不过硬,在单位得不到赏识,外地在广东打工,但一直从事非技术性工作,一直在寻找人生的目标,动手能力强、好胜心强,但在现有的工作中一直得不到发挥
鼎才开设:脱产班、双休班、业余班“定期开班”和“随到随学”相结合,学制灵活!学数控技术到鼎才,一对一。
鼎才模具培训四五轴编程大纲摘要:
1、3+1,3+2定轴加工,四轴五轴钻孔
2、远离点,朝向点,朝向直线,远离直线,相对于矢量,垂直于部件,刀轴朝向。
3、流线,外形轮廓,刀轨驱动等
4、*矢量,刀轴,远离直线,朝向直线,远离点,反向投影。
5、五轴等高加工
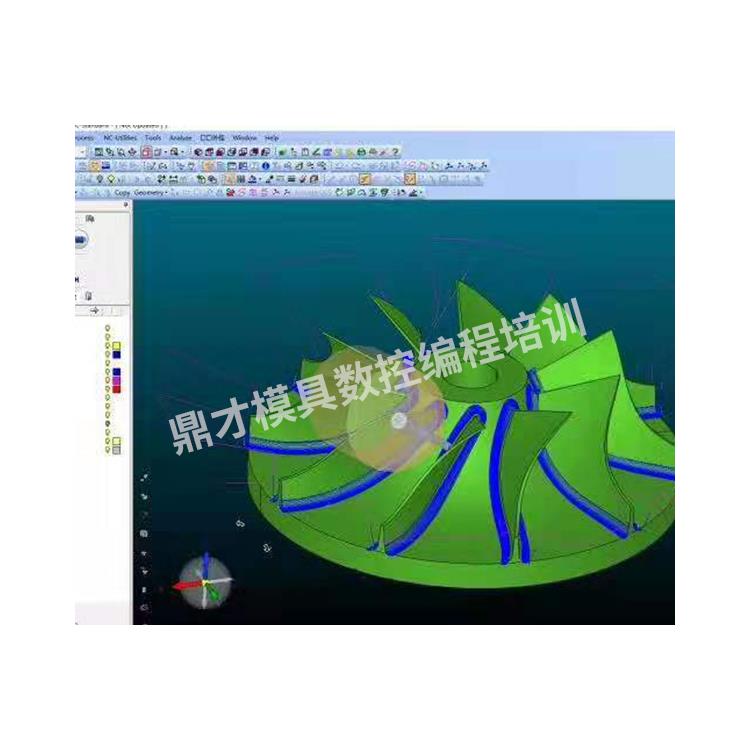
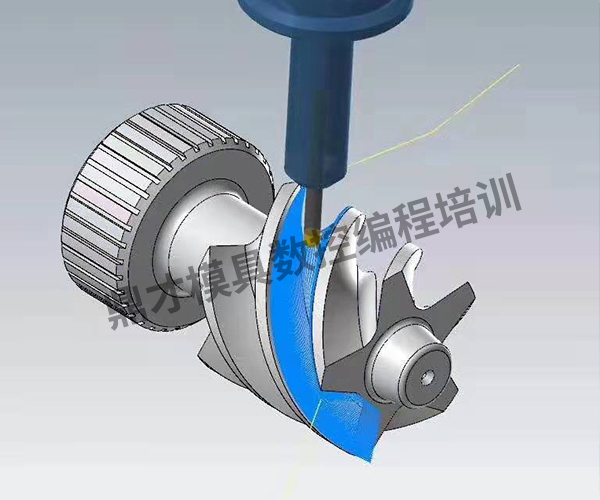
6、曲面叶轮加工开粗,光叶片,光叶毂,清角
7、曲线转刀路技巧
8、联动开粗的使用技巧
9、五轴清角技巧
10、四轴五轴加工的实例讲解
11、后处理的定制与修改
12、五轴机床VT模拟(测摆长,偏置补正,分中,对刀)
我们的培训目标:熟练使用UG编写四轴五轴刀路,多轴后处理的修改及多轴加工工艺
学UG四五轴编程培训到深圳鼎才数控编程培训,本培训坚持实战至上的原则,以工厂工作实际为主,教的都是真技术,学的都是实战经验,给学员一个全新的实战平台。欢迎大家前来咨询,可以免费试听,满意后再报名!

磨削方式方面可分为外圆磨削、数控车床内圆磨削、无心磨削、平面磨削、成形磨削、齿轮磨削、螺纹磨削、工具磨削、普通车床曲面磨削等。与之相应的数控磨削方法随着数控技术的发展在磨削加工中越来越占有重要的地位。数控磨床能力口工在普通磨床上不能加工的一些零件(如曲线的轴类零件,有三个以上坐标要求的异型零件、模具等),因此它适应的加工零件范围广。为了发挥数控磨床的大经济效益,可以**考虑以下加工对象。
(一) 重复性投产的零件
使用数控磨床的工序准备工时占有较高的比例。例如工艺分析准备、编制程序、零件件调整试切等,这些综合工时的总和往往是零件单件加工工时的几十倍到上百倍,但这些数控车床工作内容(如普通车床工夹具、工艺文件、程序等)都可以保存起来反复使用,所以一种零件在数控磨床上试制成功再重复投产时,生产周期大大减少,花费也少,能取得更好的经济效益。
(二) 要求重点保证加工质量又能生产的中、小批量关键零件
数控磨床能在计算机控制下实现高精度、高质量、率的磨削加工。它比磨床加工能节省许多工艺装备,具有很强的柔性制造能力和获得较好的经济效益。它和普通磨床比,能排除复杂加工的长工艺流程中许多人为的干扰因素,加工零件精度一致性和互换性好,加工效率高。
(三)零件的加工批量应大于经普通车床济批量数控车在非数控磨床加工中、小批量零件时,由于各种原因,纯切削时间只占实际工时的10%—30%。在磨削加工中心这一类多工序集中的数控磨床上加工时,这个比例有可能上升到70%~80%,但准备调整工时又往往要长的多,所以零件批量太小时会变得不经济。
(四)加工的零件应符合能充分发挥数控磨床多工序集中加工的工艺特点数控磨床加工零件时砂轮切削工件的情况与对应的非数控磨床是完全一样的,但它可进行一些有加工精度要求的复合加工,,如在磨削范围方面,普通磨床主要用于磨削圆柱面、圆数控车床锥面或阶梯轴肩的端面普通车床磨削,数控外圆磨床除此外,还可磨削圆环面(包括凸及面和凹只面),以及以上各种形式的复杂的组合表面。
(五)零件综合加工能力的平衡作为单台数控磨床,它很难完成一个零件的全部加工内容,需要和其他设备的加工工序转接配合,因而有生产节拍和车间生产能力平衡的要求。所以要考虑充分发挥数控磨床加工特点,数控车床又要合理地在别的加工设备上安排配套平衡工序。
(六)一些零件加工的考虑有一些零件虽然加工批量很小,普通车床但形状复杂、质量高,要求互换性好,这在非数控磨床上无法达到上述要求,只能安排到数控磨床上加工,例如抛物线、摆线凸轮以及型面的反射镜镜面等。

工件加工过程中,注意事项如下:
1、在进行高精密工件成型加工时,应用千分表对主轴上之进行检测,使其静态跳动控制在3μm以内,必要时需重新装夹或更换刀夹系统;
2、无论是加工的零件,还是周期性重复加工的零件,加工前都必须按照图样工艺、程序和调整卡,进行逐把刀、逐段程序的检查核对;
3、单段试切时,快速倍率开关必须置于较低档;
4、每把刀使用时,必须先验证它的实际长度与所给补偿值是否相符;
5、在程序运行中,要重点观察数控系统上的几种显示:
坐标显示:可了解目前运动点在机床坐标系及工件坐标系中的位置了解这一程序段的运动量,还有多少剩余运动量等;
6、试切进刀时,在运行至工件表面30~50mm处,必须在低速进给保持下,验证坐标轴剩余坐标值和X、Y轴坐标值与图样是否一致;
7、对一些有试刀要求的,采用“渐进”的方法。例如,镗孔,可先试镗一小段长度,检测合格后,再镗到整个长度。使用半径补偿功能的数据,可由大到小,边试切边修改;
8、试切和加工中,更换、辅具后,一定要重新测量长度并修改好补偿值和补偿号;
9、程序检索时应注意光标所指位置是否合理、准确,并观察与机床运动方向坐标是否正确;
10、程序修改后,对修改部分一定要仔细计算和认真核对;
11、手摇进给和手动连续进给操作时,必须检查各种开关所选择的位置是否正确,弄清正负方向,按键及所设定之进给速度或脉冲倍率,然后再进行操作。
CNC编程培训学校鼎才是深圳机电工程学会理事会员,深圳机械五金模具协会会员,机明软件科技有限公司授权培训机构,信息产业部CEAC授权认证点,模具设计师和数控铣技师职业资格等级证培训**机构,有自己的加工机台。鼎才办学过程中,**,深圳周边大大小小模具几乎都有鼎才校友,大批校友成长为技术骨干,主管,经理或自己创业,鼎才在行业内技术实力强大,师资稳定,专业齐全,各项服务完善,口碑优良,能实实在在学好技术的明显优势!
UG四轴五轴编程课程大纲:
01、多轴加工原理及多轴机床的结构介绍、机床的特征讲解。
02、定轴编程于加工(3+1/3+2)、工件以及工件坐标的摆放、详细了解工件的特征。
03、四轴定轴加工实例讲解1(3+1)、五轴定轴加工实例讲解1(3+2)
04、四轴五轴钻孔编程加工、攻牙、铣孔
05、可变刀轴的详细讲解1:远离点、朝向点、远离直线、朝向直线
06、可变刀轴的详细讲解2:相对于矢量、垂直于部件、相对于部件
07、可变刀轴的详细讲解3: 4轴垂直于部件、4轴相对于部件、双4轴在部件上
08、驱动方法讲解1:曲线、点、曲面
09、驱动方法讲解2:流线、边界、螺旋式
10、驱动方法讲解3:刀轨、径向切削、外形轮廓
11、投影矢量讲解1:*矢量、刀轴、
12、投影矢量讲解2:远离点、朝向点、远离直线、朝向直线、
13、投影矢量讲解3:垂直于驱动体、朝向于驱动体
14、曲线转刀路编程与转换后处理
15、四轴后处理的编制与定制
16、四轴联动实例讲解、上机操作、装夹工件、分中对刀
17、四轴联动实例讲解、上机加工零件
18、五轴等高、五轴可变刀轴、五轴驱动方法、五轴投影矢量的运用
19、叶轮编程讲解1
20、叶轮编程讲解2
21、五轴后处理的编制与定制
22、各种五轴刀路的实例讲解、上机操作、装夹工件、分中对刀
23、各种五轴刀路的实例讲解、上机操作、加工零件
24、各种五轴刀路的实例讲解、上机操作、加工零件
http://songxin123.cn.b2b168.com