-

深圳市鼎才模具软件培训有限公司
主营:CNC编程培训,CNC数控编程培训,CNC模具编程培训,CNC产品零件编程培训,CNC电脑锣编程培训,CNC加工中心培训,UG三四五轴数控编程培训,UG产品零件编程培训,UG数控编程,深圳CNC数控编程培训,深圳UG加工中心编程培训班

深圳市鼎才模具软件培训有限公司
主营:CNC编程培训,CNC数控编程培训,CNC模具编程培训,CNC产品零件编程培训,CNC电脑锣编程培训,CNC加工中心培训,UG三四五轴数控编程培训,UG产品零件编程培训,UG数控编程,深圳CNC数控编程培训,深圳UG加工中心编程培训班 7
7

鼎才模具数控培训是专注于cnc数控编程培训的口碑机构,创办7年多以来,凭借着专业的教学水平,高的业率,赢得了新老学员的信赖。
1对1教学,机器设备随时随地可以上机实操,工厂实际图纸,,推荐业。全日制教学
专注于ug/proe产品设计培训,ug模具设计编程培训,ug零件/夹具编程培训,数控车床实操与培训,ug/mastercam四五轴编程培训,是深圳市内一家实力、讲求实战的培训机构。
CNC编程学习思路 :
1:先知道工件大小 -- 开粗直径--二次开粗清角直径--要不要再次清角--中光平面----中光外形--光平面,大刀小刀光外形凸或凹 --清角光刀--锣基准角和模具编号--锣流道和排气槽
2:利角部位和碰穿插穿部位要延伸图 延伸不了的怎么处理?有些偏置不了的真的没辙了。不用偏置的话锣出来可以吗? 封图的时候都有哪些技巧? 有些图的小缺口不好封也不知道怎么处理,直接做箱体又有地方锣不到位了。有的图封的时候封出破面了。想缺了有个口子,像是一个小缺口完全透明的那种,那样的图拿来写刀路的话那个缺口刀会锣进去吗?要是锣进去的话是很可怕的。要是有一点小破面没发现呢?
3:什么情况下不能用参考来二次开粗的而要用过程工件IPW是工件过于复杂的工件?还是在自动蕞小斜面长度留有百分之三十的时候要用IPW来开粗呢?
4:是不是没有哪种二次开粗方式是蕞hao的 要因图而异? E 参考的直径是按侧壁的圆角大小来给吗 ?如用30的刀开粗侧壁圆角蕞大是R5那么参考要 参考40吗? 钢件加工把工件中心移动到原点,设置an全高度。单边的话移到相应的边上,分析工件的大小决ding用什么把不加工的区域给封住。
鼎才模具数控培训教师团队实战经验丰富,把多年的工作经验直接传授给学员。这里不存在“学不会”这种情况;我们有自己的数控机床设备,新代系统的5轴加工中心,专门用来提供给学员实训的。现在零件加工悄然盛行,你可以在这里自己调机自己编程。学成之后,工资待遇自然上升一个台阶!花一样的钱,学更实用扎实的技术。能学到技术,找到工作才是硬道理。如果你是真的想学技术,欢迎请咨询,或者前来免费试听。
鼎才模具培训四五轴编程大纲摘要:
1、3+1,3+2定轴加工,四轴五轴钻孔
2、远离点,朝向点,朝向直线,远离直线,相对于矢量,垂直于部件,刀轴朝向。
3、流线,外形轮廓,刀轨驱动等
4、*矢量,刀轴,远离直线,朝向直线,远离点,反向投影。
5、五轴等高加工
6、曲面叶轮加工开粗,光叶片,光叶毂,清角
7、曲线转刀路技巧
8、联动开粗的使用技巧
9、五轴清角技巧
10、四轴五轴加工的实例讲解
11、后处理的定制与修改
12、五轴机床VT模拟(测摆长,偏置补正,分中,对刀)
我们的培训目标:熟练使用UG编写四轴五轴刀路,多轴后处理的修改及多轴加工工艺
学UG四五轴编程培训到深圳鼎才数控编程培训,本培训坚持实战至上的原则,以工厂工作实际为主,教的都是真技术,学的都是实战经验,给学员一个全新的实战平台。欢迎大家前来咨询,可以免费试听,满意后再报名!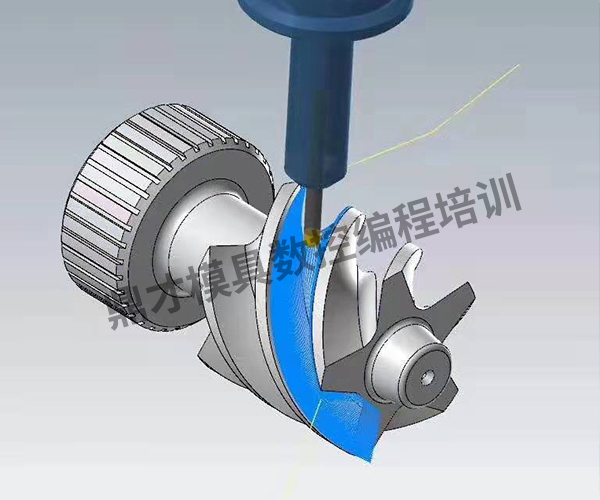
鼎才cnc数控编程培训机构表示学习CNC操作其实不不难,只有你肯用心学,遇到困难不要放弃,及时解决问题,你不会有放弃的念头,不要想着*你可以学好,那样遇到问题没有人帮你解决,你会产生厌弃想法。选择鼎才cnc数控编程培训机构,我们老师从零基础教会你成为大神。现在教你机床操作与加工,一起来看看吧。鼎才cnc数控编程培训机构-让学员学习更放心,从软件界面开始,基础建模,补面,NC加工原理、刀库建立使用、模版制作、G、M代码、工厂编程技巧、钢料加工、模具零部件加工、流道加工、字体加工、多方位加工、自动折铜公、手动折铜公、铜公加工、平面铣、型腔铣、曲面铣、轮廓铣、清角、点位加工、程式管理、后处理、普通机加工及高速机加工技巧、电工程图、制作,上机实操等。全部内容均按照工厂直接的加工模式,省去了很多没必要的软件操作,直接学厂里实用的编程方式和技巧。软件命令讲解完成后,我们还教你机床的操作,让你软件命令跟动手能力全部掌握。后续还可以在我们的机加工产品。如果要准备上机的同学可以把程序拿给老师检查再去上机,我们培训中心自己有车间,目前拥有三菱、法兰克和新代系统三轴四轴五轴等多种系统的机床。
鼎才模具数控培训学校师资力量雄厚,教学设施,拥有多媒体教室、电脑练习室。还拥有自己的实训车间,三轴cnc(三菱M70系统)五轴联动cnc(新代系统)雕铣机,CNC数控车床,是目前深圳蕞大的一家做cnc培训基地。不**间,。如果你真的想学好一门过硬的技术,鼎才CNC数控编程培训班,欢迎您来电或来校咨询,我们提供免费试听和试学课程,满意后再报名!
CNC电脑锣加工技巧
1. 白钢刀转速不可太快。
2. 铜工开粗少用白钢刀,多用飞刀或合金刀。
3. 工件太高时,应分层用不同长度的刀开粗。
4. 用大刀开粗后,应用小刀再余料,保证余量一致才光刀。
5. 平面应用平底刀加工,少用球刀加工,以减少加工时间。
6. 铜工清角时,先检查角上R大小,再确定用多大的球刀。
7. 校表平面四边角要锣平。
8. 凡斜度是整数的,应用斜度刀加工,比如管位。
9. 做每一道工序前,想清楚前一道工序加工后所剩的余量,
以避免空刀或加工过多而弹刀。
10. 尽量走简单的刀路,如外形、挖槽,单面,少走环绕等高。
11. 走WCUT时,能走FINISH 的,不要走ROUGH 。
12. 外形光刀时,先粗光,再精光,工件太高时,先光边,再光底。
13. 合理设置公差,以平衡加工精度和电脑计算时间。开粗时,公差设为余量 的1/5,光刀时,公差设为0.01。
14. 做多一点工序,减少空刀时间。
做多一点思考,减少出错机会。
做多一点线面,改善加工状况。
15. 树立责任感,仔细检查每个参数,避免返工。
16. 勤于学习,善于思考,不断进步。
http://songxin123.cn.b2b168.com
欢迎来到深圳市鼎才模具软件培训有限公司网站, 具体地址是广东省深圳市宝安区光明新区公明南庄竣胜商务大厦5楼,老板是熊伟。
主要经营鼎才模具数控编程培训主营:CNC编程培训,CNC数控编程培训,CNC模具编程培训,CNC产品零件编程培训,CNC电脑锣编程培训,CNC加工中心培训。为了方便学员有(全日制班、业余制班)随到随学、时间不限、学会为止。一对一手把手教学、为了教学质量,整个现场实战教学过程还录制下来给你,包工作!。
单位注册资金单位注册资金人民币 100 万元以下。
你有什么需要?我们都可以帮你一一解决!我们公司主要的特色服务是:CNC编程培训,CNC数控编程培训,CNC模具编程培训,CNC产品零件编程培训,CNC电脑锣编程培训,CNC加工中心培训,UG三四五轴数控编程培训,UG产品零件编程培训,UG数控编程,深圳CNC数控编程培训,深圳UG加工中心编程培训班等,“诚信”是我们立足之本,“创新”是我们生存之源,“便捷”是我们努力的方向,用户的满意是我们较大的收益、用户的信赖是我们较大的成果。